

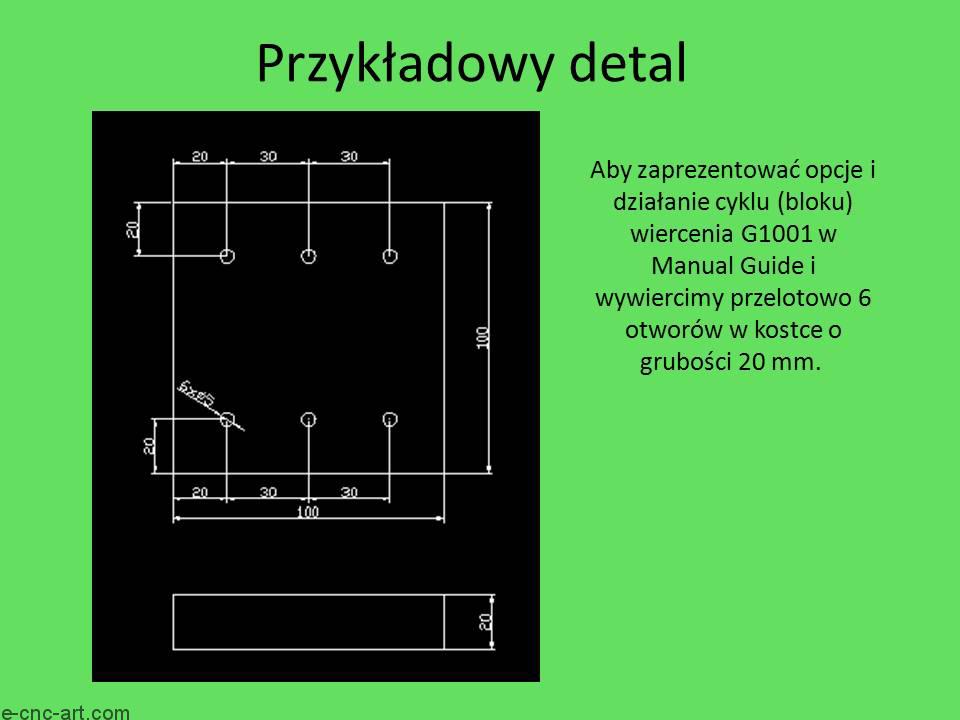
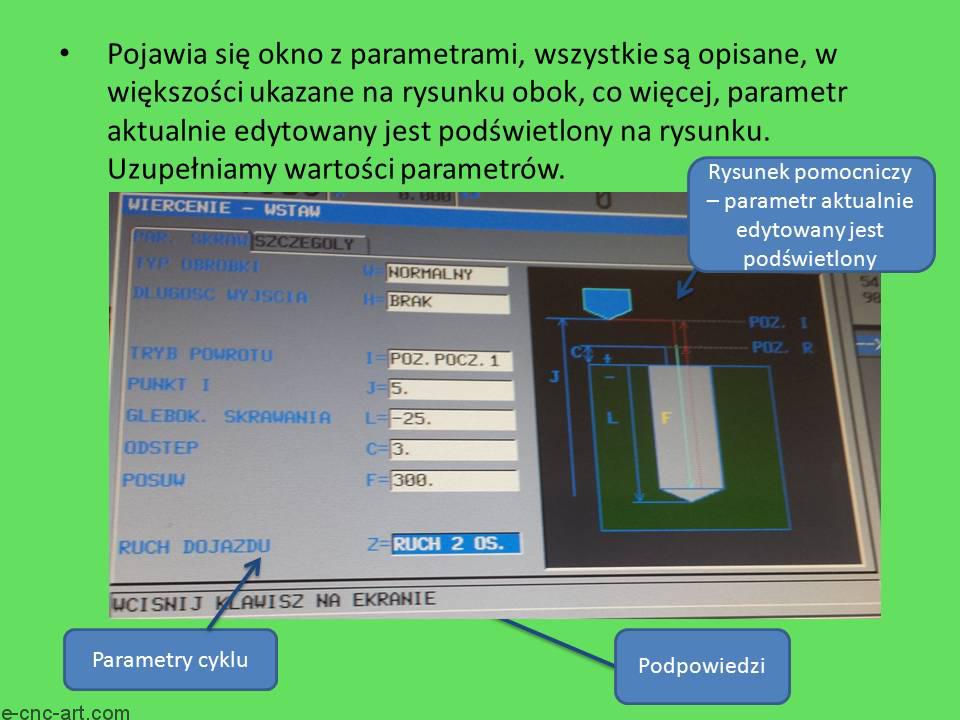
Poniższa tabela pokaże jak uzupełnić parametry cyklu dla wykonania naszego przykładu.
| Symbol | Parametr | Znaczenie zaczerpnięte z instrukcji MG i | Wartość z przykładu | Komentarz |
| PAR. SKRAW | ||||
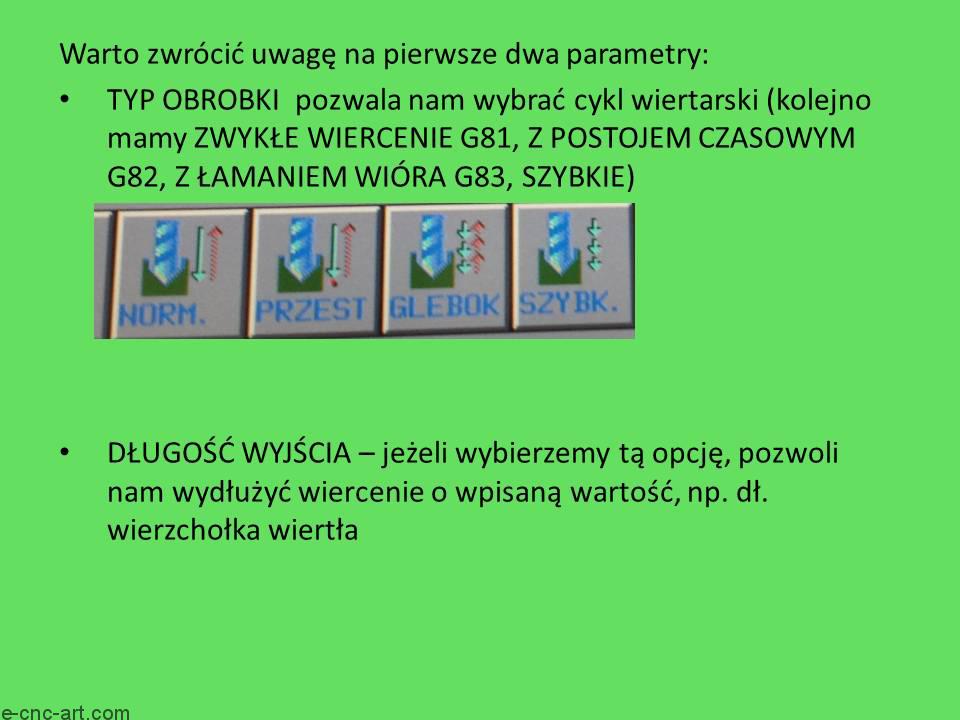
| W | TYP OBROBKI | [NORM.] : Jeden ruch roboczy, bez przestoju. (wartość początkowa)
[PRZEST] : Jeden ruch roboczy, z przestojem. [GLEBOK] : Wiercenie głębokich otworów. [SZYBK] : Szybkie wiercenie głębokich otworów. |
[NORM.] | Opcjom odpowiadają cykle wiercenia – G81, G82, G83 |
| H | DLUGOSC WYJSCIA | Długość części stożkowej narzędzia (wymiar promieniowy, wartość dodatnia) (KOPIOWANIE) |
[BRAK] | |
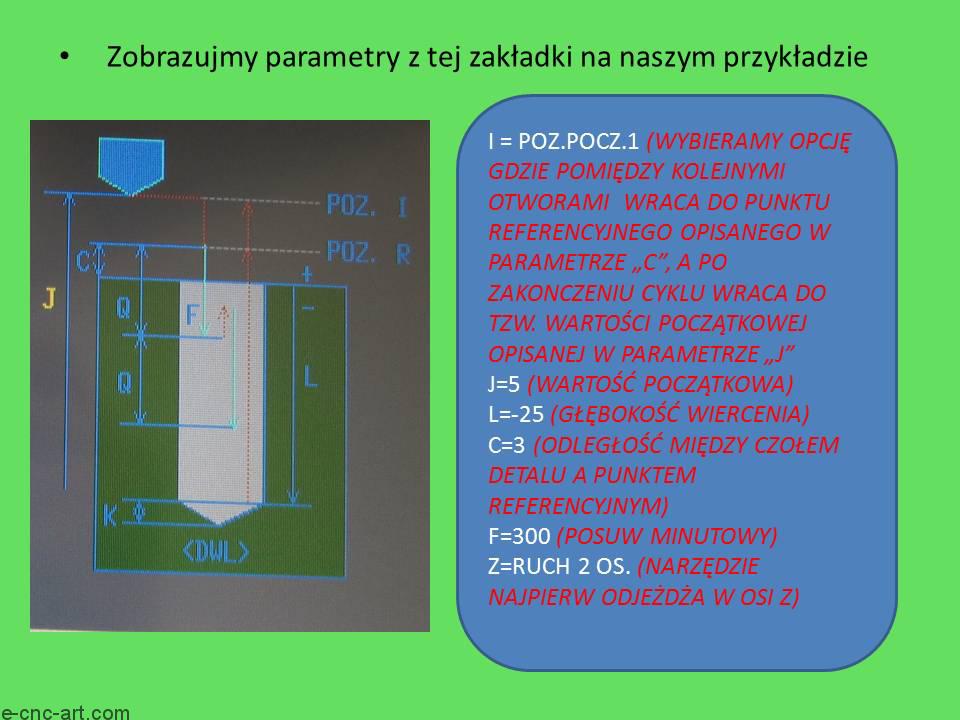
| I | TRYB POWROTU | [POCZ-1] : Powrót do punktu R pomiędzy obróbką kolejnych otworów. Na samym końcu powrót do punktu I. (wartość początkowa) [POCZ-2] : Powrót do punktu I pomiędzy obróbką kolejnych otworów, włączając w to ruch powrotny po obróbce ostatniego otworu. [PK.REF] : Powrót do punktu R pomiędzy obróbką kolejnych otworów, włączając w to ruch powrotny po obróbce ostatniego otworu. |
POZ.POCZ.1 | Ważne dla obliczeń poniżej:
W przypadku , kiedy przyjmiemy parametr B z opisu punktu (cykl G1310) na górnej powierzchni detalu, gdzie będzie wykonywany otwór, nasze B=12. Przy wybranej przez nas opcji narzędzie po obróbce pierwszego otworu cofa się na wartość określoną przez parametr „C” (czyli w osi Z na 3). Po wykonaniu wszystkich otworów, a więc w naszym przypadku po wywierceniu drugiego, cofa się do wartości określonej przez parametr „J” (czyli w osi Z na 5) |
| J | PUNKT I | Współrzędna punktu I (KOPIOWANIE) | 5 | |
| L | GLEBOK. SKRAWANIA | Głębokość skrawania (wymiar promieniowy, wartość ujemna) |
-25 | Wiercimy przelotowo, wartości podajemy ujemne, czyli -25mm(detal ma 20 mm ale należy uwzględnić stożek wiertła) |
| C | ODSTEP | Odległość pomiędzy powierzchnią detalu i punktem R (wymiar promieniowy, wartość dodatnia) (KOPIOWANIE) |
3 | |
| F | POSUW | Posuw skrawania (wartość dodatnia) (KOPIOWANIE) | 300 | Posuw minutowy |
| Z | RUCH DOJAZDU | [Z → X]: Ruch dojazdu z bieżącej pozycji do punktu początkowego jest realizowany najpierw w osi Z, a następnie w kierunku osi X. [X → Z]: Ruch dojazdu z bieżącej pozycji do punktu początkowego jest realizowany najpierw w osi Z, a następnie w kierunku osi X. (wartość początkowa) [2 OSIE] : Ruch dojazdu z bieżącej pozycji do punktu początkowego obróbki jest realizowany jednocześnie w osi X i osi Z. |
RUCH X->Z | |
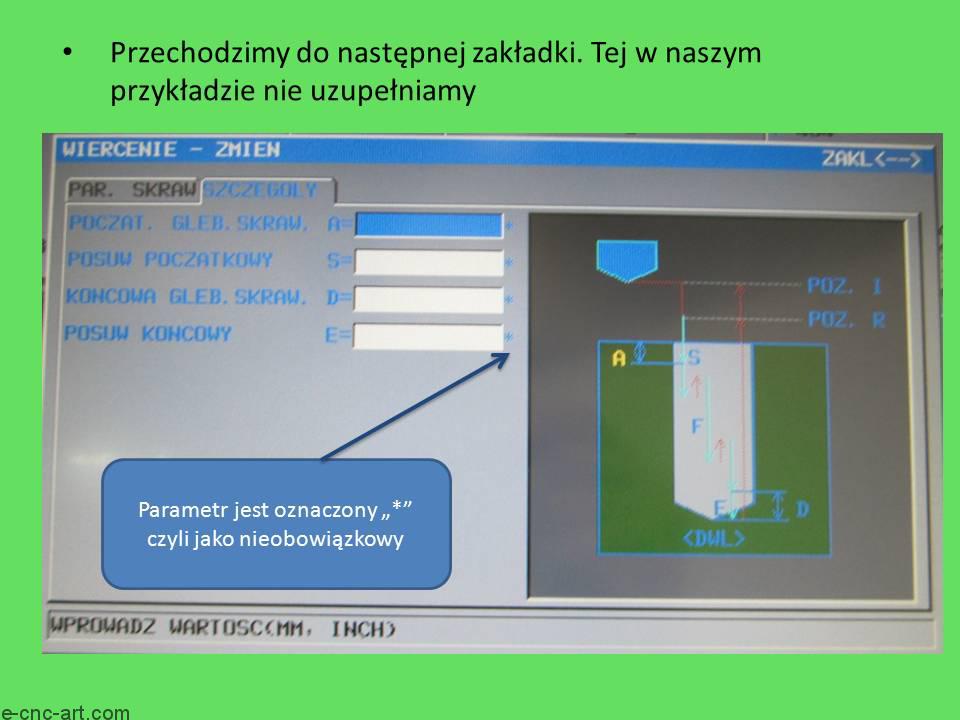
| SZCZEGOLY | ||||
| A* | POCZAT.GLEB.SKRAWANIA | brak danych | Jak sugerują nazwy parametrów – możemy określić inne parametry na początku wiercenia a inne w dalszym etapie skrawania | |
| S* | POSUW POCZATKOWY | brak danych | jak wyżej | |
| D* | KONCOWA GLEB.SKRAWANIA | brak danych | jak wyżej | |
| E* | POSUW KONCOWY | brak danych | jak wyżej | |


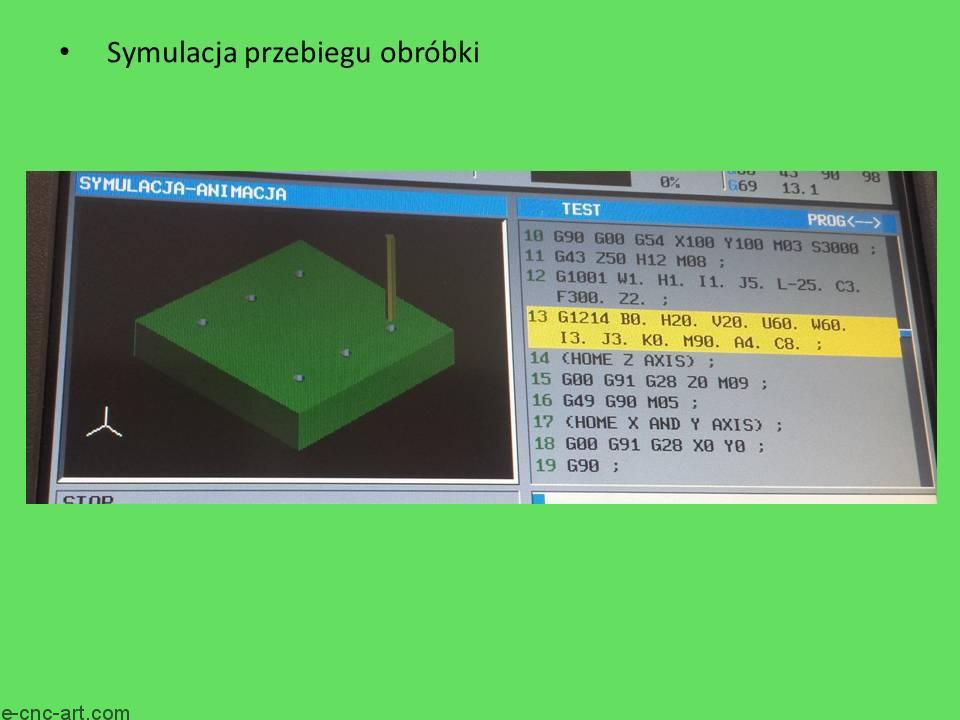
Fragment kodu z cyklami Manual Guide i:
G1001W1.H1.I1.J5.L-25.C3.F300.Z2.
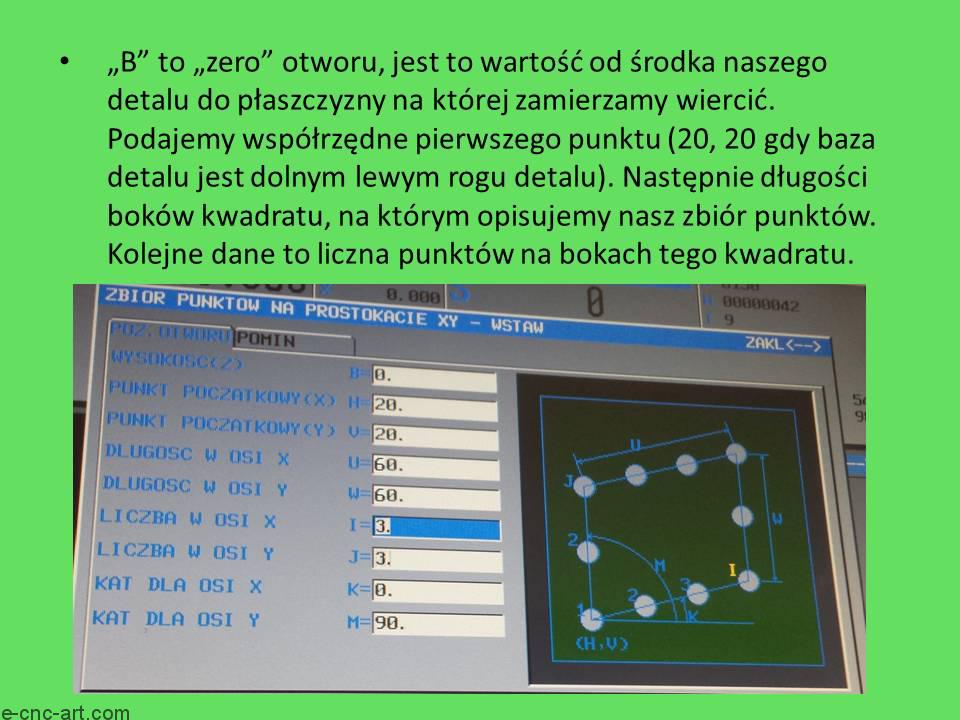
G1214B0.H20.V20.U60.W60.I3.J3.K0.M90.A4.C8.
Analiza programu w kodzie ISO po konwersji z cykli Manual Guide i:
(NC PROGRAM CONVERSION-START)
G40
G90
G17
G0X20.Y20.
G0Z5.
G99
G81Z-25.R3.F300.
X50.Y20.
X80.Y20.
X80.Y80.
X50.Y80.
X20.Y80.
G80
G0Z5.
G0G17G90
G98
F0.
(NC PROGRAM CONVERSION-END)