
Jest kilka sposobów na wyliczenie ścieżki geometrycznej dla programu na tokarkę przy G40, jak wykonanie rysunków pomocniczych z narysowanym narzędziem czy skorzystanie z tabel.
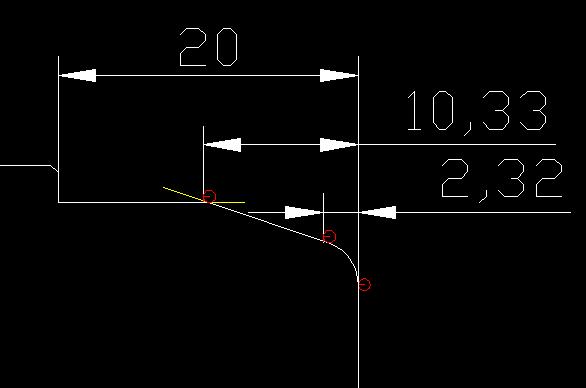
PRZYKŁAD 1 – Obliczenia w programie CAD dla płytki o promieniu 0.4
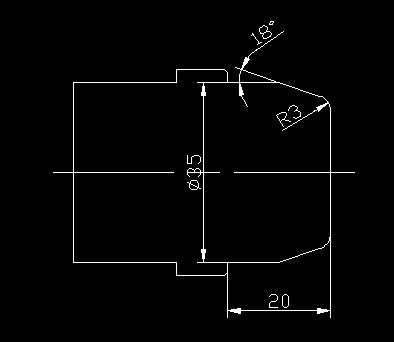
Obliczenia dla osi X – programujemy średnicowo dlatego wartości mnożymy x 2.
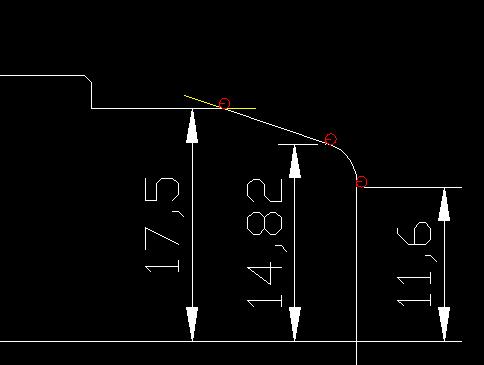
Obliczenia dla osi Z
Fragment kodu
G0X23.2Z1.
G1Z0.F1.
G3X29.64Z-2.32R3.4F0.08
G1X35Z-10.33F0.15
Z-20.
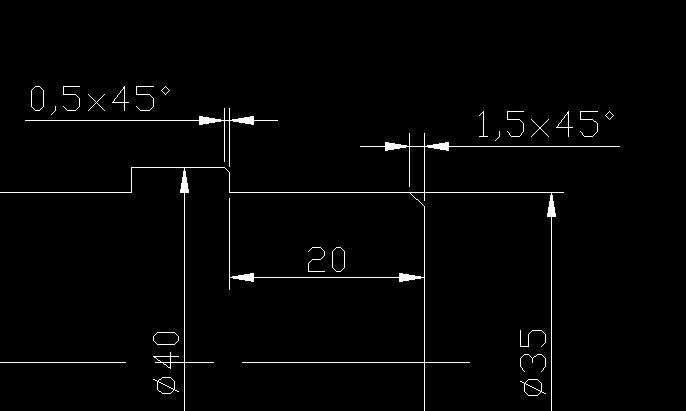
PRZYKŁAD 2 – Obliczanie fazy dla płytki o promieniu 0.4
Tabele przydatne w obliczeniach znajdziemy TUTAJ. Metoda przyda się nam tylko jeśli przed i za fazą mamy ruch po linii prostej. Tak więc w przykładzie 1 nie możemy jej zastosować.
Fragment kodu
N070G0X29.54Z1. (X=35-2*1.5-2*1-2*0.23)
N080G1X35.Z-1.73F0.08 (Z=-1.5-0.23)
N090Z-20.F0.15
PRZYKŁAD 3 – Obliczanie zaokrąglenia dla płytki o promieniu 0.4
Metoda przyda się nam tylko jeśli przed i za zaokrągleniem mamy ruch po linii prostej. Tak więc w przykładzie 1 nie możemy jej zastosować.
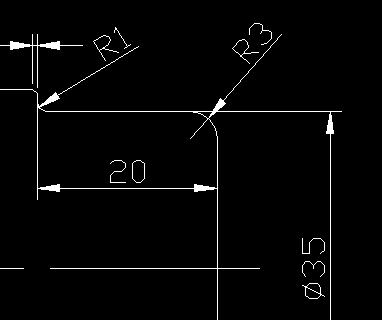
Fragment kodu
N050G0X28.2Z1. (X=35-2*3-2*0.4)
N060G1Z0.F1.
N070G3X35.Z-3.4R3.4F0.07 (Z=-3-0.4; R=3+0.4)
N080G1Z-19.4F0.15 (Z=-20+1-0.4)
N090G2X36.2Z-20.R0.6F0.07 (X=35+2*1-2*0.4; R=1-0.4)