
Es gibt verschiedene Möglichkeiten, den Geometriepfad für ein Programm auf der Drehmaschine bei G40 zu berechnen, z. B. Hilfszeichnungen mit einem gezeichneten Werkzeug oder die Verwendung von Tabellen.
BEISPIEL 1 – Berechnungen im CAD-Programm für eine Wendeschneidplatte mit einem Radius von 0.4
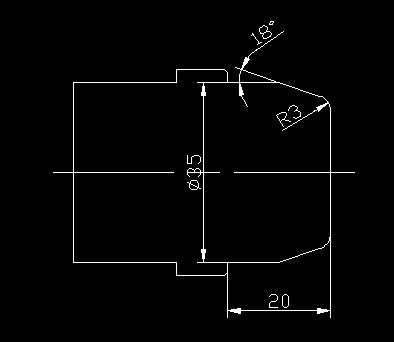
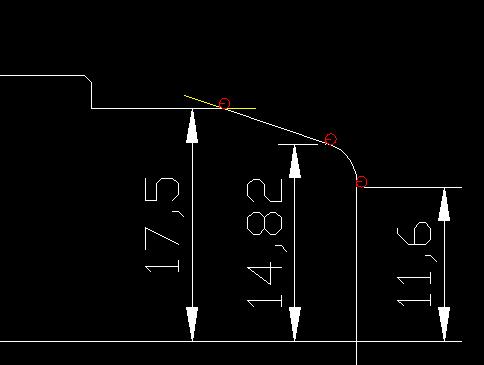
Berechnung für die X-Achse – wir programmieren diametral, daher multiplizieren wir die Werte mit 2.
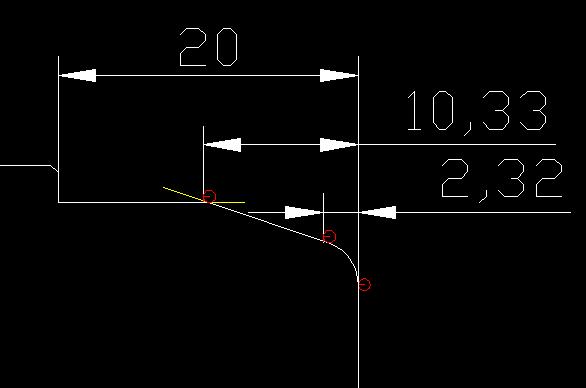
Berechnung für die Z-Achse
Ein Teil des Programmcodes
G0X23.2Z1.
G1Z0.F1.
G3X29.64Z-2.32R3.4F0.08
G1X35Z-10.33F0.15
Z-20.
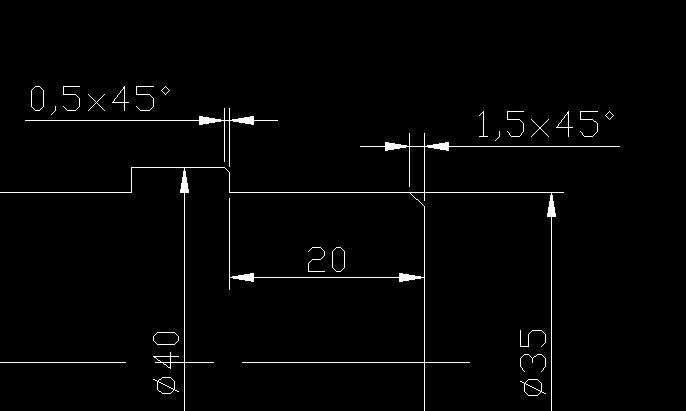
BEISPIEL 2 – Phasenberechnung für eine Wendeschneidplatte mit einem Radius von 0.4
Nützliche Tabellen zu Berechnungen finden Sie HIER. Die Methode ist nur dann nützlich, wenn wir vor und nach der Phase eine gerade Bewegung haben. In Beispiel 1 können wir es also nicht anwenden.
Ein Teil des Programmcodes
N070G0X29.54Z1. (X=35-2*1.5-2*1-2*0.23)
N080G1X35.Z-1.73F0.08 (Z=-1.5-0.23)
N090Z-20.F0.15
BEISPIEL 3 – Berechnung der Rundung für eine Wendeschneidplatte mit einem Radius von 0.4
Die Methode ist nur dann nützlich, wenn wir vor und nach der Rundung eine gerade Bewegung haben. In Beispiel 1 können wir es also nicht anwenden.
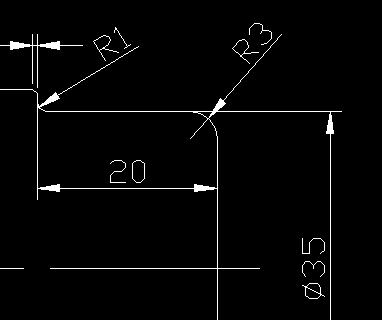
Ein Teil des Programmcodes
N050G0X28.2Z1. (X=35-2*3-2*0.4)
N060G1Z0.F1.
N070G3X35.Z-3.4R3.4F0.07 (Z=-3-0.4; R=3+0.4)
N080G1Z-19.4F0.15 (Z=-20+1-0.4)
N090G2X36.2Z-20.R0.6F0.07 (X=35+2*1-2*0.4; R=1-0.4)