
G76 – Cykl gwintowania wielozwojowego – toczenie gwintów z przykładami dla gwintów zewnętrznych, wewnętrznych.
Schemat cyklu:
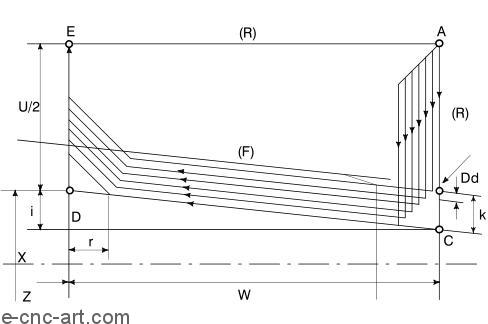
G76 P (m) (r) (a) Q (∆d min) R(d);
G76 X (U) Z(W) R(i) P(k) Q(∆d) F(L) ;
P (m) : Liczba przejść wykańczających
P (r): Długość wyjścia gwintu pod kątem – wielkość fazy, wartość fabrycznie ustawiona na 10 co oznacza 1 długość skoku w osi Z (czyli 45 stopni)
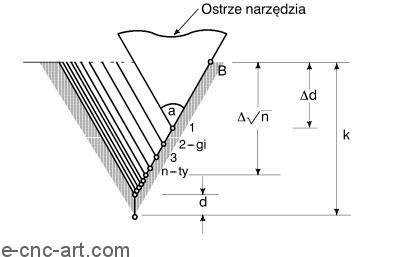
P (m): Kąt wierzchołka narzędzia skrawającego
Q (∆d min): Minimalna głębokość skrawania(promieniowo), podajemy w mikrometrach, np. dla 0.05mm podajemy 50
R(d) : Naddatek na przejście wykańczające
X (U) : Absolutna (lub przyrostowa) średnica rdzenia gwintu
Z(W) : Punkt końcowy gwintu
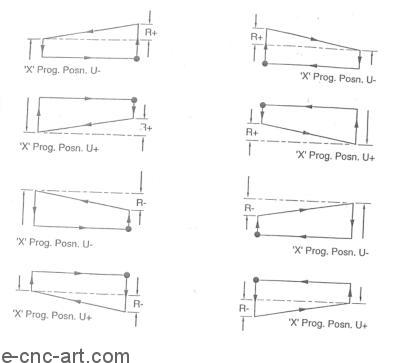
R(i) : Różnica promieni przedmiotu obrabianego na początku i na końcu gwintu; dla gwintu walcowego R(i) = 0 lub nie podajemy parametru w ogóle; dla gwintu stożkowego R(i)= Tan(kąt_gwintu/2)*długość_gwintu
P(k) : Wysokość zarysu gwintu, bez punktu dziesiętnego, promieniowo
Q(∆d) : Głębokość pierwszego wcięcia, bez punktu dziesiętnego, promieniowo
F(L) : Skok gwintu
Mamy osiem możliwości zapisu powierzchni stożkowej w tym cyklu według poniższego schematu
Uwaga 1:
Wymiary gwintu potrzebne w cyklu znajdziemy w „Poradniku tokarza” lub normie dotyczącej gwintów.
Uwaga 2:
Średnica_pod_gwint_wewnętrzny = Średnica_znamionowa_gwintu – Skok_gwintu
Uwaga 3:
Parametr R(i) może być przydatny do skorygowania gwintu walcowego jeżeli wychodzi nam niewielki stożek
Gwint zewnętrzny M42x1
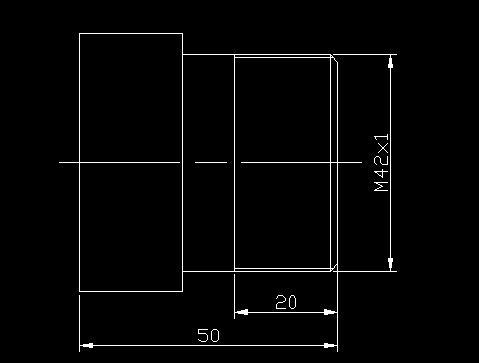
Fragment kodu dla powyższego przykładu
G0X43.Z3. (PUNKT STARTOWY I PUNKT POWROTU NARZĘDZIA PO KAŻDYM PRZEJŚCIU)
G76P031060Q50R0.015
G76X40.918Z-20.P0541Q80F1.
Gwint zewnętrzny G1/4
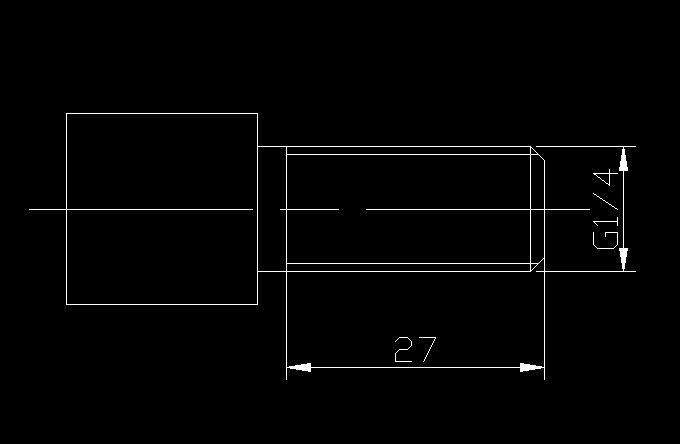
Fragment kodu dla powyższego przykładu
G0X43.Z3. (PUNKT STARTOWY I PUNKT POWROTU NARZĘDZIA PO KAŻDYM PRZEJŚCIU)
G76P041055Q50R0.015
G76X11.446Z-27.R0.P856Q100F1.337
G00X50.
Gwint wewnętrzny M42x2 (średnica pod gwint D40)
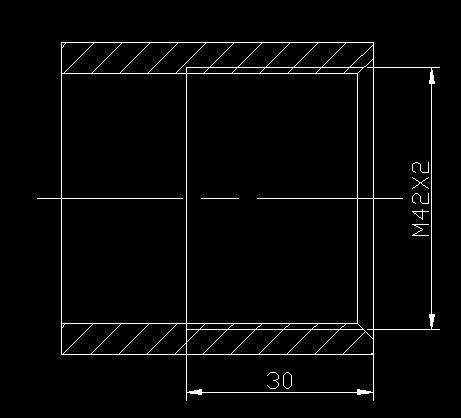
Fragment kodu dla powyższego przykładu
G0X38.Z3. (PUNKT STARTOWY I PUNKT POWROTU NARZĘDZIA PO KAŻDYM PRZEJŚCIU)
G76P031060Q100R0.025
G76X42.Z-30.R0.P1083Q100F2.0
X38.
G0Z20.