
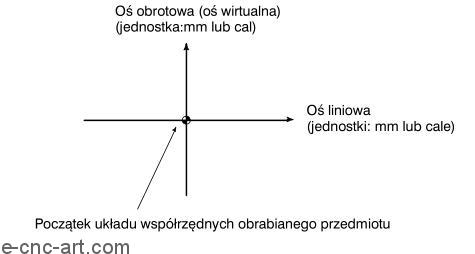
Interpolacja współrzędnych biegunowych dotyczy funkcji, przy której sterowanie konturem następuje przez transformację programowanego polecenia z układu współrzędnych kartezjańskich w sterowanie wzdłuż osi liniowej (ruch narzędzia) i osi obrotowej (obrót przedmiotu obrabianego). Metoda ta jest stosowana do frezowania na powierzchni czołowej na tokarce.
Płaszczyzna interpolacji współrzędnych biegunowych:
G12.1 ; Powoduje uruchomienie trybu interpolacji układu współrzędnych biegunowych (umożliwia interpolację współrzędnych biegunowych)
tu można używać następujących kodów:
…
G01 Interpolacja liniowa
G02, G03 Interpolacja kołowa
G04 Przerwa
G40, G41, G42 Kompensacja promienia skrawania (Interpolacja układu współrzędnych biegunowych została zastosowana w torze narzędzia po kompensacji długości narzędzia.)
G65, G66, G67 Makropolecenie użytkownika
G98, G99 Posuw na minutę, posuw na obrót
…
G13.1 ; Zakończenie trybu interpolacji współrzędnych biegunowych (bez interpolacji współrzędnych biegunowych)
Uwaga: nie używamy G0.

Przykład (bez kompensacji promienia narzędzia)
Narzędzie – frez o średnicy D8mm
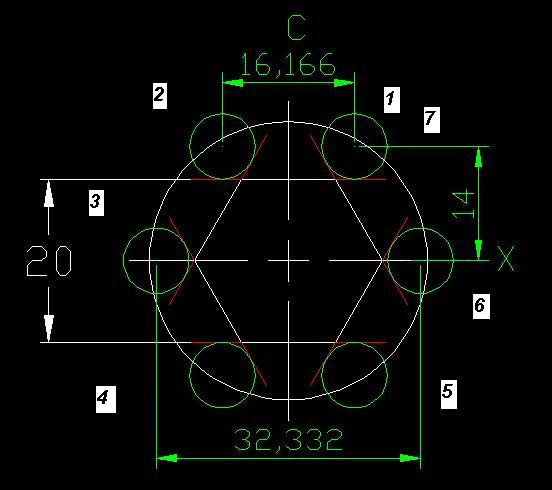
Fragment kodu dla powyższego przykładu
G28C0
G0X35.Z10
Z2.
G12.1
G1X16.166C14.F2000 (1)
Z-5.F300
X-16.166 (2)
X-32.332C0. (3)
X-16.166C-14. (4)
X16.166 (5)
X32.332C0. (6)
X16.166C14. (7)
Z10.F2000M9
G13.1
Przykład (z kompensacją)
Narzędzie – frez o średnicy D8mm
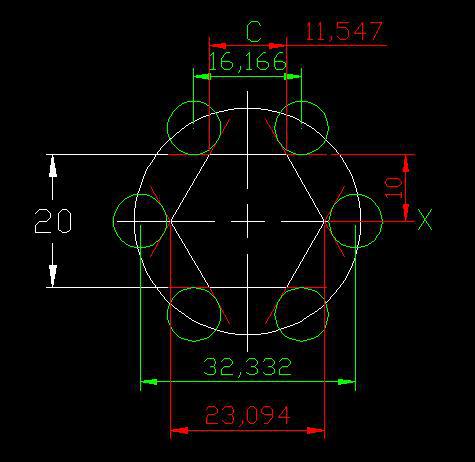
Fragment kodu dla powyższego przykładu
G28C0
G0X35.Z10
Z2.
G12.1
G42G1X11.547C10.F2000
Z-5.F300
X-11.547
X-23.094C0.
X-11.547C-10.
X11.547
X23.094C0.
X11.547C10.
G40X35.
G13.1
Z10.F2000M9
Przykład (z symulacji)
