
Wybór / wskazanie odpowiedniej płaszczyzny do obróbki to temat podstawowy, ale budzący dużo wątpliwości – tak w każdym razie wynika z moich obserwacji…
Przede wszystkim należy nadmienić, ze programujemy układ współrzędnych kartezjańskich (prostokątny). Do jego definicji odsyłam TUTAJ, nadmienię tylko, ze początek układu współrzędnych to punkt, w którym wszystkie współrzędne są równe zeru. Trzy pierwsze osie, które nam będą najbardziej potrzebne to X, Y i Z. Aby wyznaczyć współrzędne zadanego punktu, tworzymy rzuty prostokątne tego punktu na nasze osie.
Poprzez kody G mamy możliwość wybrania płaszczyzny.
G17 oznacza płaszczyznę XpYp
G18 oznacza płaszczyznę ZpXp
G19 oznacza płaszczyznę YpZp
Xp – os X lub os do niej prostopadła
Yp – os Y lub os do niej prostopadła
Zp – os Z lub os do niej prostopadła
Uwaga1: Po włączeniu zasilania maszyny, standardowo zostaje wybrany kod G18.
Uwaga2: Płaszczyzna pozostaje niezmieniona w bloku, w którym nie zaprogramowano G17, G18 lub G19, czyli zaprogramowana na początku programu płaszczyzna „działa” dopóki nie wywołamy innej.
Teraz najważniejsze – czyli kiedy stosujemy!
G18:
– najzwyklejsze operacje tokarskie jak: planowanie, toczenie wzdłużne, toczenie gwintu, toczenie kanałka itp.
– wiercenie osiowe, również narzędziami napędzanymi
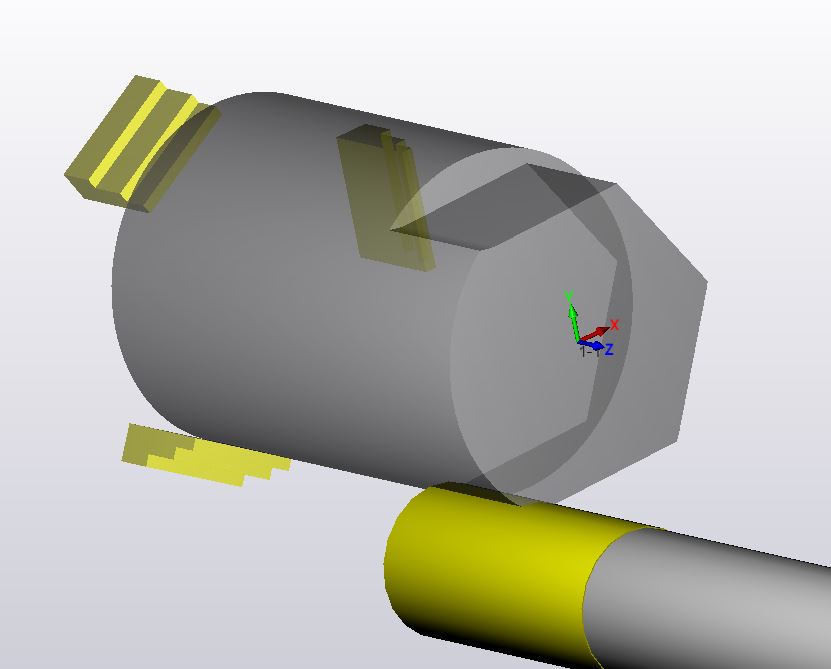
G17 (płaszczyzna XY, Z jest osią wiercenia):
– standardowe frezowanie na frezarkach
– wiercenie od czoła (w osi Z) detalu napędzanymi narzędziami
– frezowanie od czoła detalu
– stałe cykle wiercenia G80-G89 (przy wyborze zwrócić uwagę, która oś to oś wiercenia)
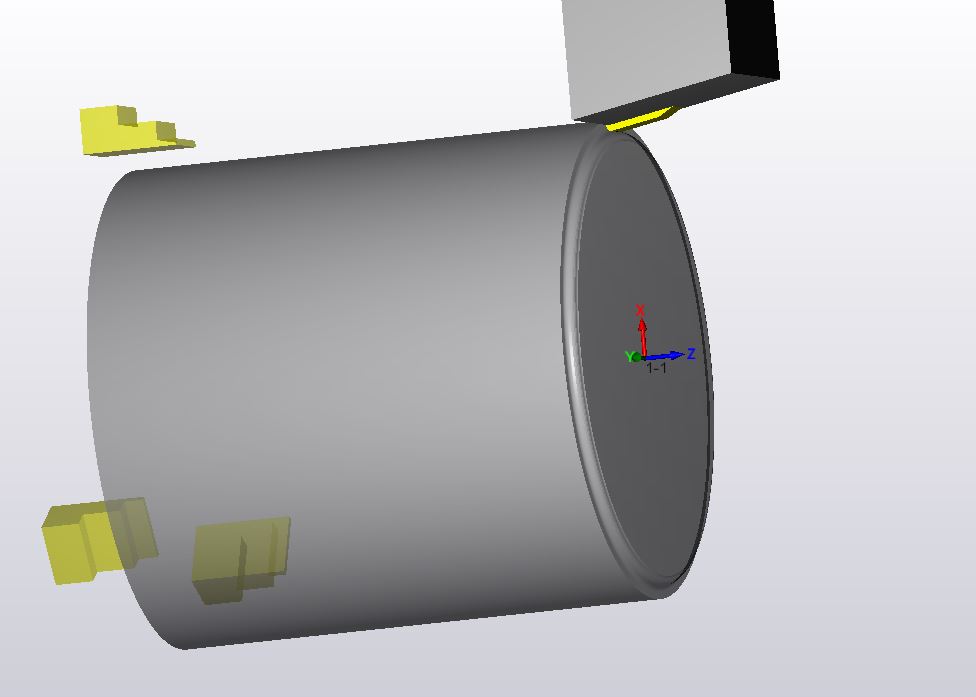
G19 (płaszczyzna YZ, X jest osią wiercenia):
– wiercenie poprzeczne w detalu napędzanymi narzędziami
– frezowanie poprzeczne detalu (narzędzie skierowane prostopadle do osi Z)
– stałe cykle wiercenia G80-G89 (przy wyborze zwrócić uwagę, która oś to oś wiercenia)
O więcej szczegółów i informacji odsyłam tradycyjnie do DTRki.