
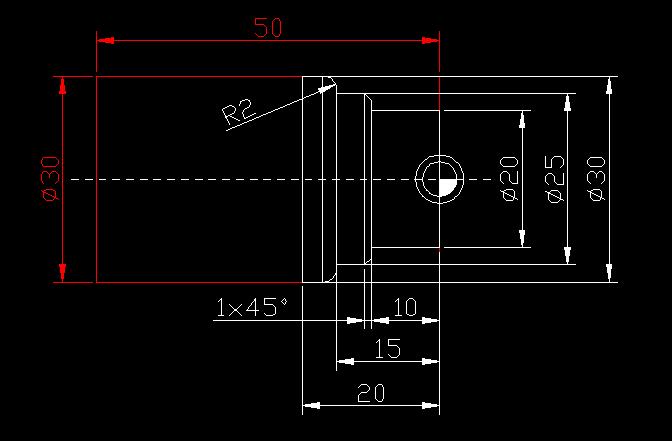
Powyższy rysunek przedstawia przykład na którym zaprezentujemy opcje i działanie cyklu (bloku) toczenia zgrubnego G1120 w Manual Guide i. Linia czerwona to nasza przygotówka – średnica materiału D30, długość L50 (planujemy obróbkę „z pręta” i odcięcie detalu, przygotówkę dajemy znacznie dłuższą od naszego detalu ze względu na późniejszą symulację odcinania.
{kind=link}
Poniższa tabela pokaże jak uzupełnić parametry cyklu dla wykonania naszego przykładu.
| Symbol | Parametr | Znaczenie zaczerpnięte z instrukcji MG i | Wartość z przykładu | Komentarz |
| PAR. SKRAW | ||||
| P | KIERUNEK SKRAWANIA | [-Z] : Skrawanie w kierunku -Z. [+Z] : Skrawanie w kierunku +Z. Uwaga) Ustawienie [+Z] wykorzystywane jest do obróbki w kierunku odwrotnym lub z wrzecionem pomocniczym. (KOPIOWANIE) | -Z | Będziemy obrabiać detal zamocowany na głównym wrzecionie, dlatego wybieramy „-Z” |
| Q | GLEBOK. SKRAWANIA | Głębokość skrawania każdego przejścia (wymiar promieniowy, wartość dodatnia) | 2.5 | Inaczej głębokość skrawania ap |
| H | ZMIANA GLEBOKOSCI | Zmiana głębokości skrawania. Podać wielkość korekcji, ze skokiem 1%. Drugie oraz kolejne przejścia skrawania są mnożone przez wartość określoną za pomocą tego parametru. Domyślne ustawienie to 100% co oznacza, że głębokość skrawania kolejnych przejść roboczych jest taka sama. (1 do 200, wartość dodatnia) | 100 | Każde przejście z tą samą głębokością skrawania |
| C* | NADD. NA OBR. WYK. X | Naddatek na obróbkę wykańczającą w kierunku osi X. Jeżeli nie zostanie wprowadzona wartość, przyjmowane jest 0. (wymiar promieniowy, wartość dodatnia) | 0.5 | (Nieobowiązkowe) Planujemy obróbkę wykańczającą, dlatego zostawiamy naddatek |
| D* | NADD. NA OBR. WYK. Z | Naddatek na obróbkę wykańczającą w kierunku osi Z. Jeżeli nie zostanie wprowadzona wartość, przyjmowane jest 0. (wymiar promieniowy, wartość dodatnia) | 0.05 | (Nieobowiązkowe) Planujemy obróbkę wykańczającą, dlatego zostawiamy naddatek. Problemem jest, że w tym przypadku zostawia nam ten naddatek również na czole detalu (planuje na Z0.05 co będzie pokazane później w kodzie przekonwertowanym z Manual Guide) a obróbka wykańczająca już nam tego naddatku później nie zbiera |
| F | POSUW W KIER. PROM. | Posuw stosowany przy skrawaniu w kierunku promienia detalu (wartość dodatnia) | 0.25 | (Nieobowiązkowe) Posuw w kierunku osi X (np. planowanie) |
| E | POSUW W KIER. OSI | Posuw stosowany przy skrawaniu w kierunku osi Z (wartość dodatnia) | 0.25 | (Nieobowiązkowe) Posuw w kierunku osi Z (toczenie wzdłużne) |
| V | POSUW PRZY WYJSCIU | Posuw stosowany przy skrawaniu w kierunku odjazdu narzędzia od detalu (wartość dodatnia) | (Nieobowiązkowe) | |
| SZCZEGOLY | ||||
| K | KOREKTOR 1 | Wartość korekcji posuwu dla pierwszego przejścia skrawania. Podać wielkość korekcji, ze skokiem 1%. Domyślna wartość wynosi 100%. (1 – 200, wartość dodatnia) Uwaga) Parametr ten jest wykorzystywany przykładowo przy usuwaniu wierzchniej warstwy przedmiotów odlewanych. | 100 | Nie chcemy zmieniać posuwu |
| W | RODZAJ WYJSCIA | [PREDK.] : Natychmiast po zakończeniu skrawania, narzędzie jest wycofywane w kierunku XZ na odległość określoną za pomocą parametru DLUGOSC WYJSCIA. [SKRAW.] : Po zakończeniu obróbki wzdłuż konturu, narzędzie jest wycofywane o wielkość „wycofania”. (KOPIOWANIE) | SZYBKOOBR. [PREDK.] | „SZYBKOOBR.” odpowiada tu „PREDK.” (do wybrania z pulpitu), po zakończeniu obróbki odjeżdżamy narzędziem w obu osiach o wielkość następnego parametru. |
| U | DLUGOSC WYJSCIA | Długość drogi wycofywania narzędzia z obrabianej powierzchni po każdym przejściu skrawania (wymiar promieniowy, wartość dodatnia) Uwaga) Wartość początkowa jest ustawiana na podstawie wartości parametru Nr 27128. | 1 | |
| L | ODSTEP W OSI X | Odległość pomiędzy półfabrykatem a punktem początkowym obróbki (punkt pośredni) w kierunku osi X (wymiar promieniowy, wartość dodatnia). Uwaga) Wartość początkowa jest ustawiana na podstawie wartości parametru Nr 27129. | 2 | Wartość dojazdu narzędzia w osi X |
| M | ODSTEP W OSI Z | Odległość pomiędzy półfabrykatem a punktem początkowym obróbki (punkt pośredni) w kierunku osi Z (wymiar promieniowy, wartość dodatnia). Uwaga) Wartość początkowa jest ustawiana na podstawie wartości parametru Nr 27130. | 1 | Wartość dojazdu narzędzia w osi Y |
| Z | RUCH DOJAZDU | [Z→X] : Ruch dojazdu z bieżącej pozycji do punktu początkowego obróbki jest realizowany najpierw w kierunku osi Z, a następnie w kierunku osi X. (wartość początkowa) [X→Z] : Ruch dojazdu z bieżącej pozycji do punktu początkowego obróbki jest realizowany najpierw w kierunku osi Z, a następnie w kierunku osi X. [2 OSIE] : Ruch dojazdu z bieżącej pozycji do punktu początkowego obróbki jest realizowany jednocześnie w osi X oraz osi Z. | RUCH Z->X | |
| S | KIER. PRZES. OBROBKI | Kierunek skrawania w osi X. [-X] : Skrawanie w kierunku -X. [+X] : Skrawanie w kierunku +X. Uwaga) Pole to jest aktywne, jeżeli parametr Nr 27100#0 = 1 (KOPIOWANIE) | Zgodnie z opisem w instrukcji, parametr dla tej opcji jest nieaktywny (niewidoczny dla nas) | |
| X | OBROBKA KIESZENI | [SKRAW.] : Obróbka kieszeni. (wartość początkowa) [BRAK] : Bez obróbki kieszeni. Uwaga) Pole to jest aktywne, jeżeli parametr Nr 27100#1 = 1. | SKRAWANIE | Nie mamy w tym przypadku kieszeni, jednak można pozostawić parametr na tym ustawieniu. |
| Y | OBROBKA WYSTEPOW | [SKRAW.] : Obróbka występów. (wartość początkowa) [BRAK] : Bez obróbki występów. Uwaga) Pole to jest aktywne, jeżeli parametr Nr 27100#1 = 1. | SKRAWANIE | Jak wyżej |
| OBR. POW. CZ | ||||
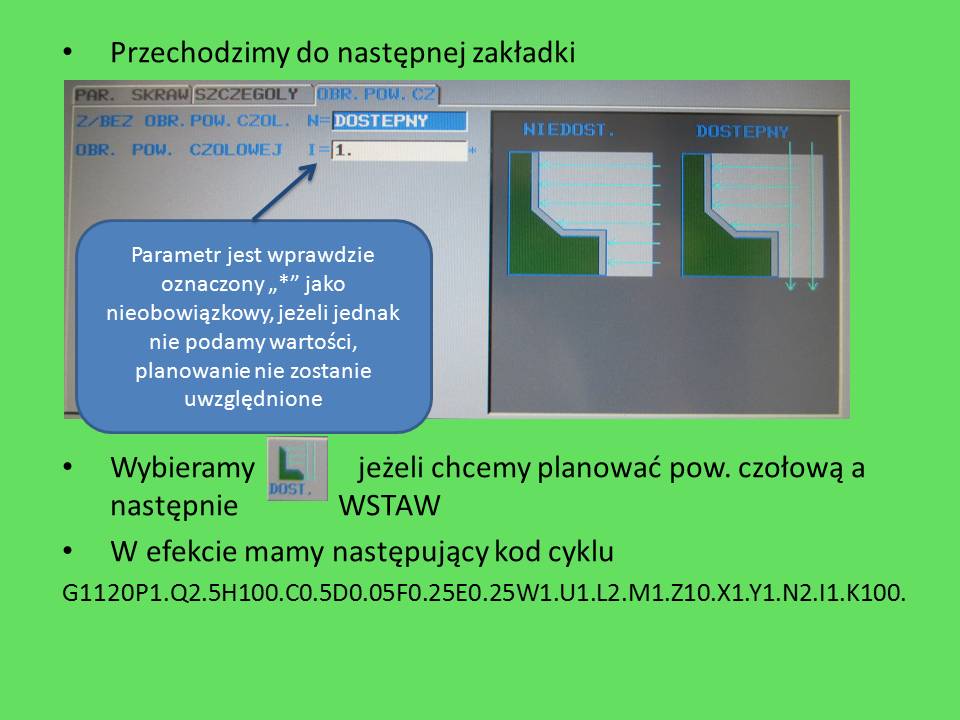
| N | Z/BEZ OBR.POW.CZOL. | Brak danych | DOSTEPNY | [NIEDOST.] : Obróbka naddatku tylko przez toczenie wzdłużne [DOSTEPNY] : Obróbka naddatku powierzchni czołowej przez planowanie. |
| I* | OBR. POW. CZOLOWEJ | Brak danych | 1 | Wartość naddatku do splanowania. Parametr jest wprawdzie oznaczony „*” jako nieobowiązkowy, jeżeli jednak nie podamy wartości, planowanie nie zostanie uwzględnione. |







Fragment kodu z cyklami Manual Guide i:
G1120P1.Q2.5H100.C0.5D0.05F0.25E0.25W1.U1.L2.M1.Z10.X1.Y1.N2.I1.K100.
G1450H0.V10.A0.
G1451H-10.V10.K5.C-10.L0.M0.T1.
G1451H-10.V11.5K3.D12.5L0.M0.T1.
G1454H-11.V12.5C1.T1.
G1451H-15.V12.5K5.C-15.L0.M0.T1.
G1451H-15.V13.K3.D15.L0.M0.T1.
G1455H-17.V15.R2.I-17.J13.K3.T1.
G1451H-20.V15.K5.C-20.L0.M0.T1.
G1451H0.V15.K1.C0.D15.L0.M0.T2.
G1451H0.V10.K7.C0.D10.L0.M0.T2.
G1456
Analiza programu w kodzie ISO po konwersji z cykli Manual Guide i:
(NC PROGRAM CONVERSION-START)
G40
G18
G0Z0.05 (PLANUJE Z NADDATKIEM)
X34. (MOŻNA BY DOJECHAĆ DO MATERIAŁU W DWÓCH OSIACH JEDNOCZEŚNIE)
G1X0.F0.25 (LEPIEJ BY BYŁO PONIŻEJ OSI-UZUPEŁNIĆ PROMIEŃ PŁYTKI W OPISIE NOŻA)
X2.Z1.05 (!)
G0Z2. (!NIEPOTRZEBNE LINIE KODU)
X30. (!MOŻNA BY OD RAZU DAĆ G0X25.Z1.)
Z1. (!)
X25. (!)
G1Z-10.611
X26.Z-11.111
Z-14.95
X28.Z-13.95 (NIEPOTRZEBNY RUCH – MOŻNA OD RAZU PRZED MATERIAŁ)
G0Z1. (NA G0X28.Z1.)
X21. ()
G1Z-9.95
X23.678
X25.678Z-8.95
G0X34. (NIE MA ODJAZDU W OSI Z PRZED MATERIAŁ)
G18
F0. (PUSUW NA „ZERO”???)
(NC PROGRAM CONVERSION-END)
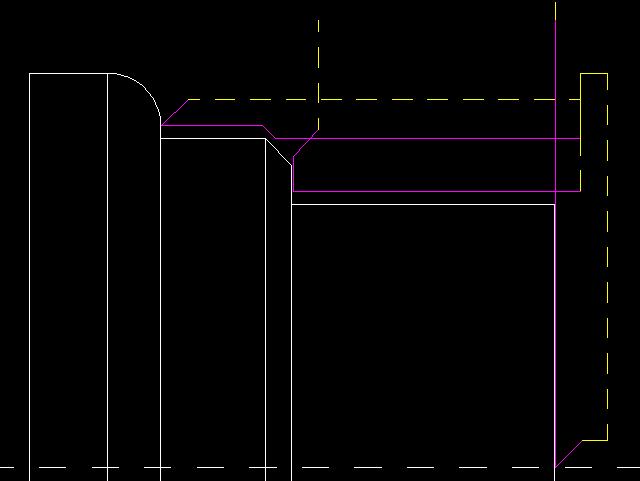
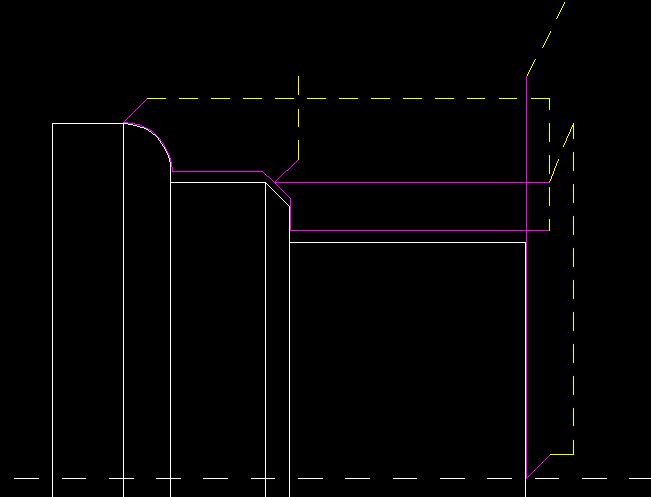
Tak wyglądałyby ruchy narzędzia po powyższym przykładzie (fioletowe linie to G1, żółta przerywana linia to G0):
Dokonajmy zmian w kilku parametrach:
W = OBROBKA (SKRAW.-> to jest do wybrania z pulpitu)
RUCH DOJAZDU = RUCH 2 OS. (2 OSIE)
Po tych zmianach otrzymujemy następujący kod cyklu:
G1120P1.Q2.5H100.C0.5D0.05F0.25E0.25W2.U1.L2.M1.Z22.X1.Y1.N2.I1.K100.
Analiza programu w kodzie ISO po konwersji z cykli Manual Guide i:
(NC PROGRAM CONVERSION-START)
G40
G18
G0X34.Z0.05 (DOJAZD DO MAT. W DWÓCH OSIACH – PARAMETR RUCH DOJAZDU)
G1X0.F0.25
X2.Z1.05 (!)
G0Z2. (!NIEPOTRZEBNE LINIE KODU)
X30. (!)
X25.Z1.
G1Z-10.611
X26.Z-11.111
Z-14.95
G3X30.124Z-16.I0.K-2.549
G1X32.124Z-15. (!NIEPOTRZEBNA LINIA KODU – MOŻNA OD RAZU ODJECHAĆ NA G0)
G0Z1.
X21.
G1Z-9.95
X23.678
X25.Z-10.611
X27.Z-9.611
G0X34.
G18
F0.09999999
(NC PROGRAM CONVERSION-END)
Tak wyglądałyby ruchy narzędzia po powyższym przykładzie (fioletowe linie to G1, żółta przerywana linia to G0):
Kod programu po poprawkach (usunięte przeze mnie zbędne ruchy):
G40
G18
G0X34.Z0.05
G1X0.F0.25
X25.Z1.
G1Z-10.611
X26.Z-11.111
Z-14.95
G3X30.124Z-16.I0.K-2.549
G0X32.Z1.
X21.
G1Z-9.95
X23.678
X25.Z-10.611
G0X34.Z1.
G18