
G74 – Cykl głębokiego wiercenia osiowego z przykładami.
Cykl może być używany albo do wykonywania głębokich wierceń albo do nacinania kanałków na czole detalu. Wybór powyższy zależy od tego, które ze słów występujące w blokach funkcji G74 zostanie wywołane.
Schemat cyklu:
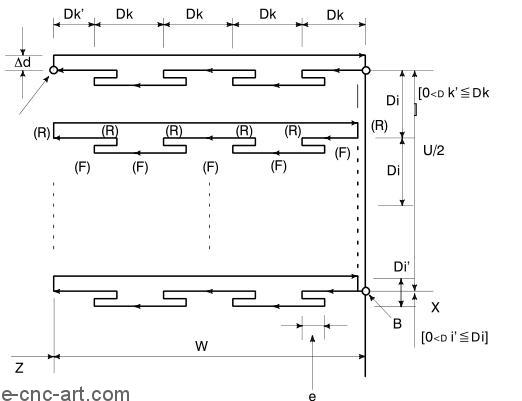
G74 R(e);
G74 X (U) Z(W) P(delta i) Q(delta k) R(delta d) F ;
e: Oznacza wielkość wybiegu po każdym przejściu w kierunku osi Z. Wielkość tego wcięcia jest modalna i zaprogramowana jako wartość modułowa standardowa w parametrach maszynowych i jeśli jest odpowiadająca to w ogóle pierwszy blok nie musi być programowany. Jeżeli wiercenie lub kanałek ma być wykonany jednym przejściem, słowo R powinno przyjąć wartość zero.
X (U) : Oznacza końcową głębokość kanałka w osi X przesuniętą w kierunku ujemnym osi X od punktu początkowego. Słowo to odnosi się TYLKO to nacinania kanałka. Dla wiercenia NIE należy programować słowa X. Normalne zasady zapisu wymiaru pozycji odnoszą się również do tego słowa. Wymiar podany jako U rozumiany jest jako średnica, tak więc szerokość kanałka należy zapisywać jako U/2
Z(W) : Oznacza zadaną głębokość obróbki w osi Z w kierunku negatywnym
P (delta i): Oznacza zagłębienie narzędzia w kolejnych przejściach wzdłuż osi X i może być wykorzystane jako przesuw czyszczący kanałek (przy P<=szerokości narzędzia), lub instrukcja wykonania kolejnych przejść jeśli P większa od szerokości noża. Wartość P wyrażana jest w mikrometrach,np. Dla zapisania 5mm=>P5000. Wartość P rozumiana jest jako promień
Q (delta k): Oznacza głębokość kolejnych wcięć w kierunku osi Z-
R (delta d): Oznacza odskok narzędzia na końcu każdego przejścia w kierunku osi X+. W przypadku wiercenia nie należy programować tego parametru
F : Szybkość posuwu
Uwaga: P i Q nie mogą mieć żadnych znaków
Przykład
Głębokość jednego przejścia = 10mm
Odskok po przejściu = 1 mm
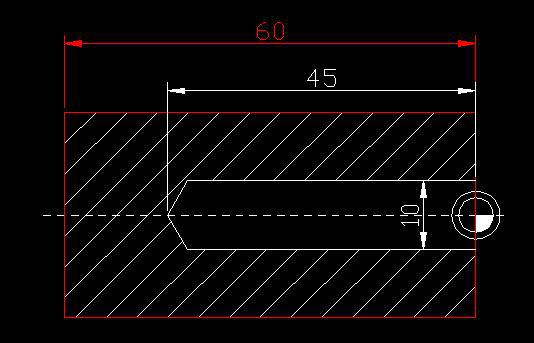
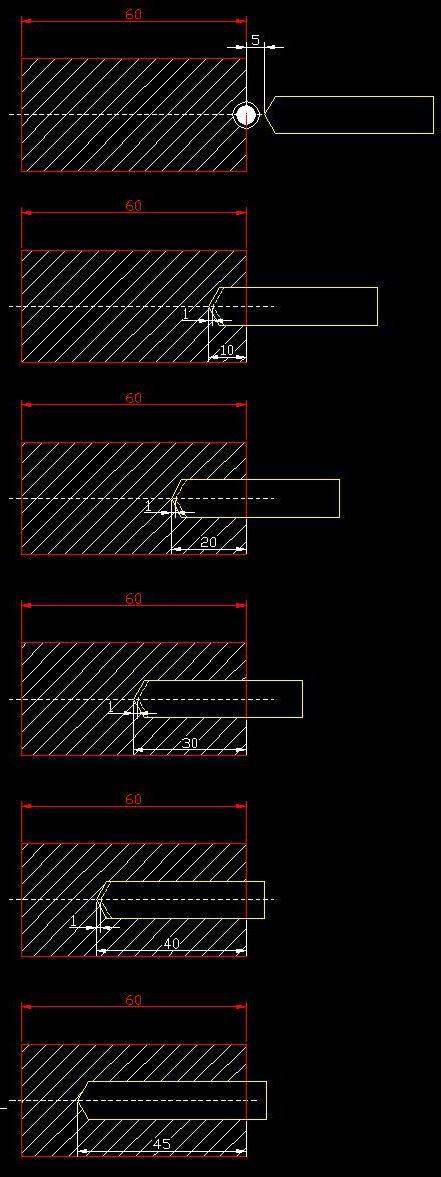
Fragment kodu dla powyższego przykładu
G00 X0. Z5. M08
G74R1
G74Z-45.Q10000F0.15
G00Z10.