
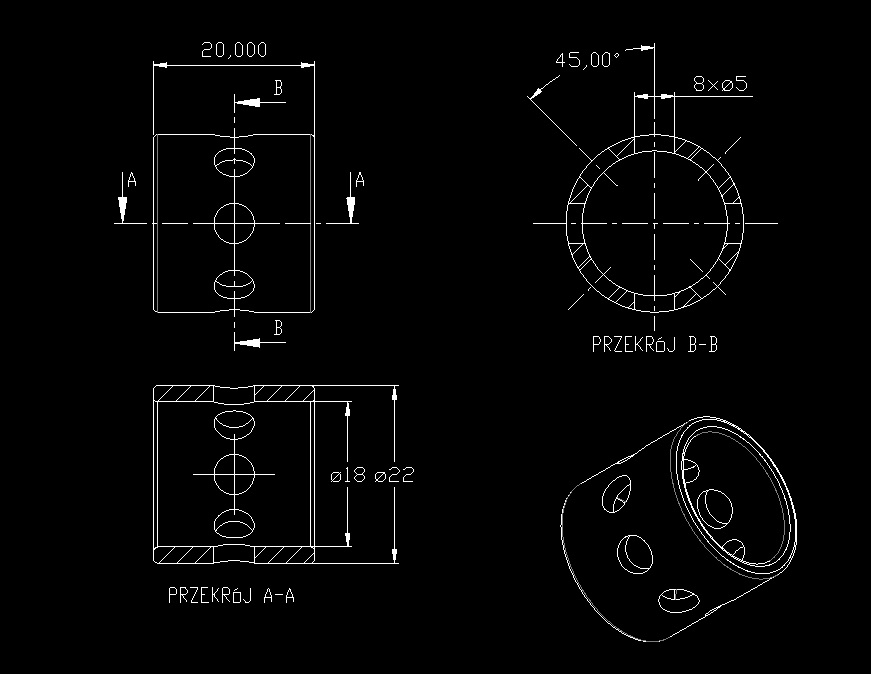
G87 – Cykl wiercenia bocznego dla tokarek z osią C i oprawkami napędzanymi + przykład.
Schemat cyklu:
G87 Z(W)_ C(H)_ X(U)_ R_ P_ F_ K_ M_ ;
Z_ C_ : Współrzędne położenia otworów
X_ : Odstęp między punktem R a dnem otworu
R_ : Odstęp od poziomu wyjściowego do poziomu punktu R
P_ : Czas przerwy na dnie otworu
F_ : Szybkość posuwu
K_ : Liczba powtórzeń (jeśli jest potrzebna)
M_ : Kod M do zaciśnięcia osi C (jeśli jest potrzebny.)
Fragment kodu dla powyższego przykładu
G40
M90
G0X30.Z-10.
C0. (POŁOŻENIE 1 OTWORU)
X24.
G87X8.R0.P0F250.M89 (WYWOŁANIE CYKLU WIERCENIA – 1 OTWÓR)
M90
C45.M89 (OBRÓT W OSI C I ZACIŚNIĘCIE HAMULCA NA WRZECIONIE – 2 OTWÓR)
M90 (ZLUZOWANIE HAMULCA NA WRZECIONIE)
C90.M89 (3 OTWÓR)
M90
C135.M89 (4 OTWÓR)
M90
C180.M89 (5 OTWÓR)
M90
C225.M89 (6 OTWÓR)
M90
C270.M89 (7 OTWÓR)
M90
C315.M89 (8 OTWÓR)
M90
G80 (ODWOŁANIE CYKLU WIERCENIA)
G0X30.
C0.
G87X8.R0.P0F250.M89
Gdzie:
X8 – Wartość w osi X promieniowo mierzona od osi
R0 –
P0 – Brak przerwy na dnie otworu
F250 – Posuw minutowy
M89 – Zaciśnięcie hamulca na wrzecionie