

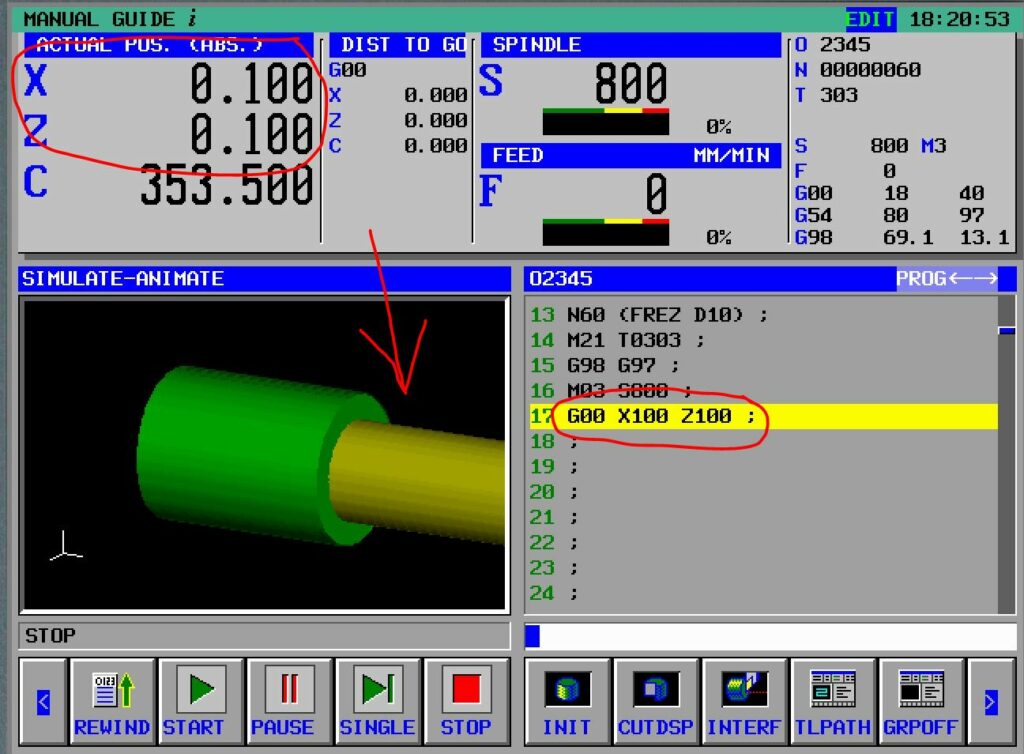
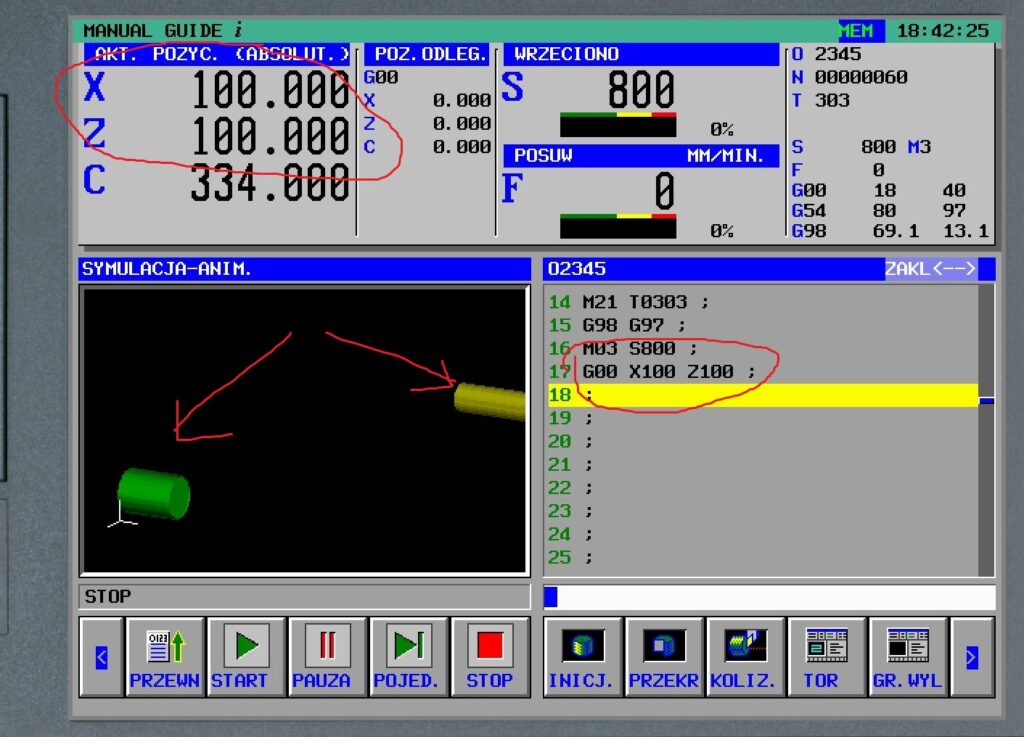
Moja pierwsza kolizja? Raczej ciężko zapomnieć, jak się porządnie przywali. No więc u mnie ucinak na tokarce zamiast odjechać od uchwytu wjechał w materiał na G0. Teoretycznie było ok – „G00X100Z100”
Ale „diabeł tkwi w szczegółach” – kropka mi się zgubiła gdzieś po drodze. To był chyba mój trzeci program pisany w notatniku wiele lat temu, a maszyny w tamtej firmie raz musiały mieć kropkę przy wartościach a raz nie. Na dwóch, w każdym razie X100 czytało w mikronach, a nie milimetrach. Od tego czasu pieczołowicie wklejałem kropeczki nie ważne czy było to konieczne czy nie.
Szkoda, że nikt tam nie wiedział, jaki parametr za to odpowiada. Wtedy tej i paru innych kolizji dałoby się uniknąć. Tak więc dla tych co nie wiedzą, z dumą i radością przedstawiam parametr „3401” bit zerowy albo DPI (3401.0).
I sądzę, że się zaprzyjaźnicie.
Aby jednak cokolwiek zrobić, musimy najpierw włączyć edycję parametrów zgodnie z procedurą opisaną TUTAJ.
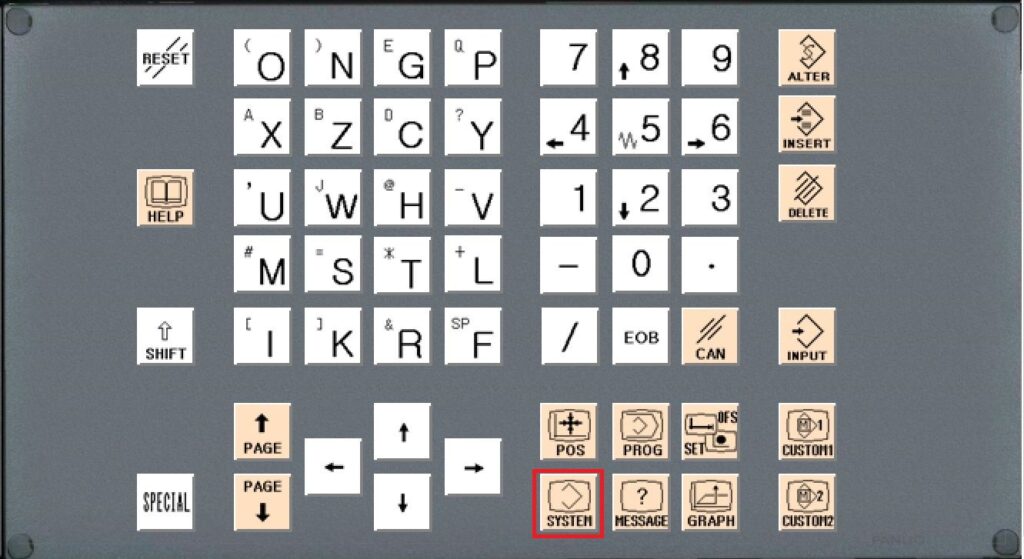
Dopiero wtedy przechodzimy do listy parametrów poprzez przycisk SYSTEM.
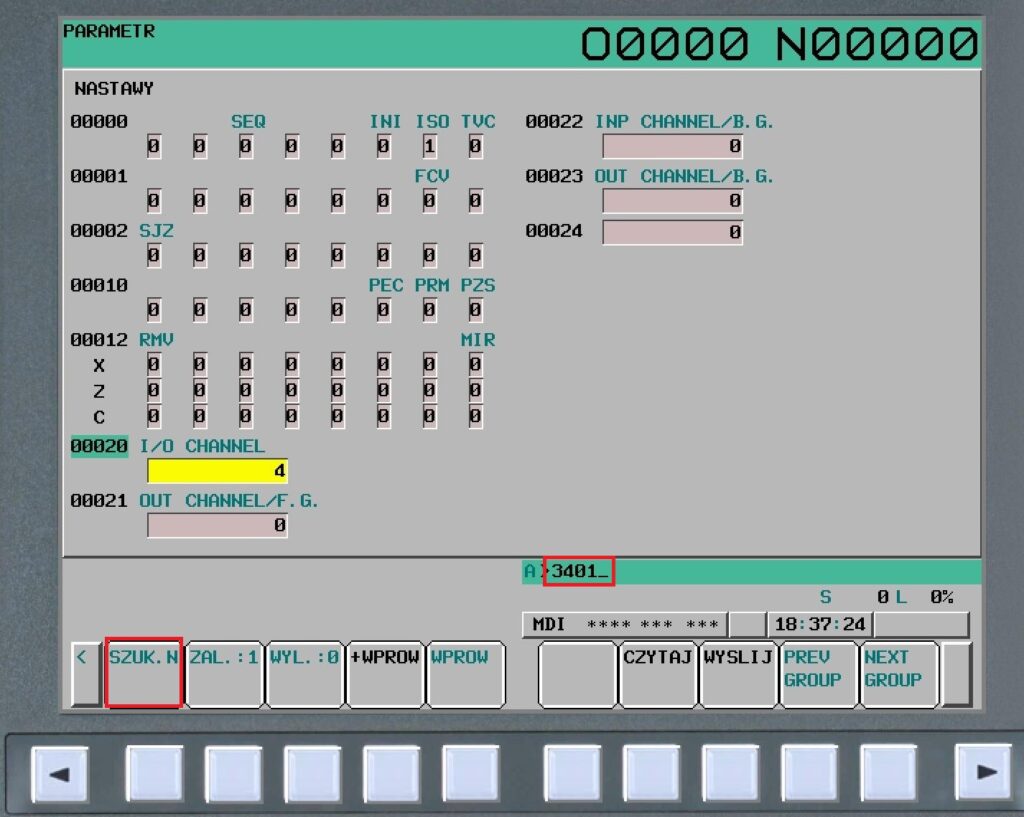
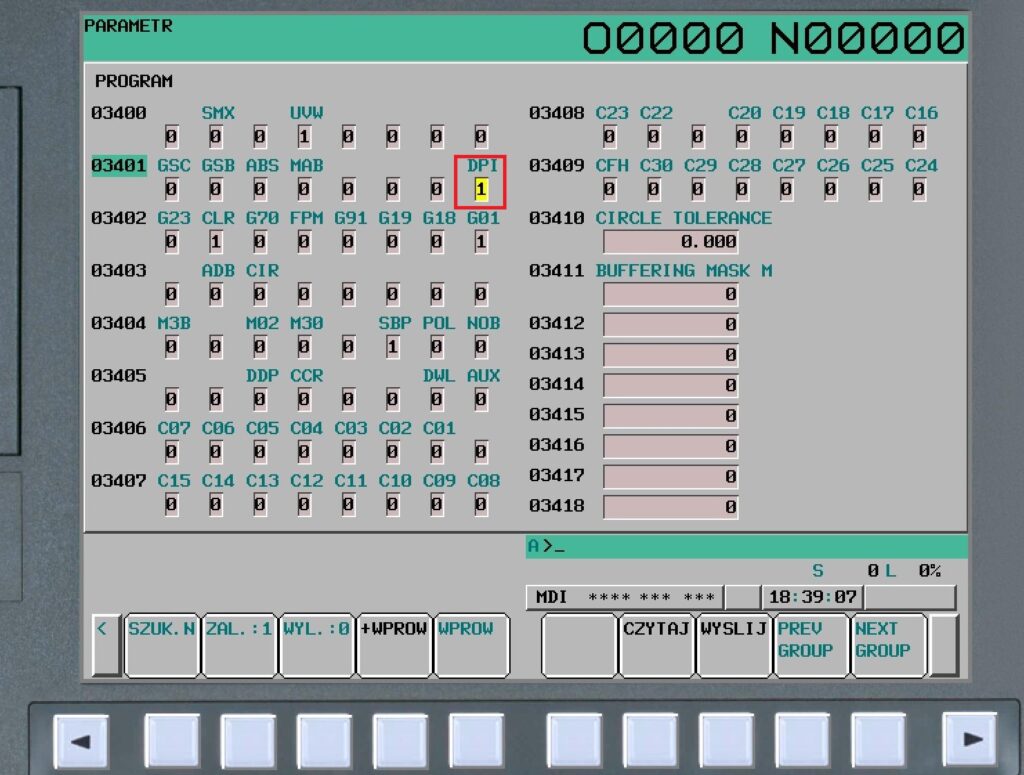
Ukazuje nam się okno z lista parametrów jak poniżej. Wpisujemy numer parametru 3401 i wybieramy polecenie SZUK. N
Ostatni, „zerowy” bit tego parametru jest ustawiony na „0”, co oznacza, że wartości bez kropki są czytane w mikronach.
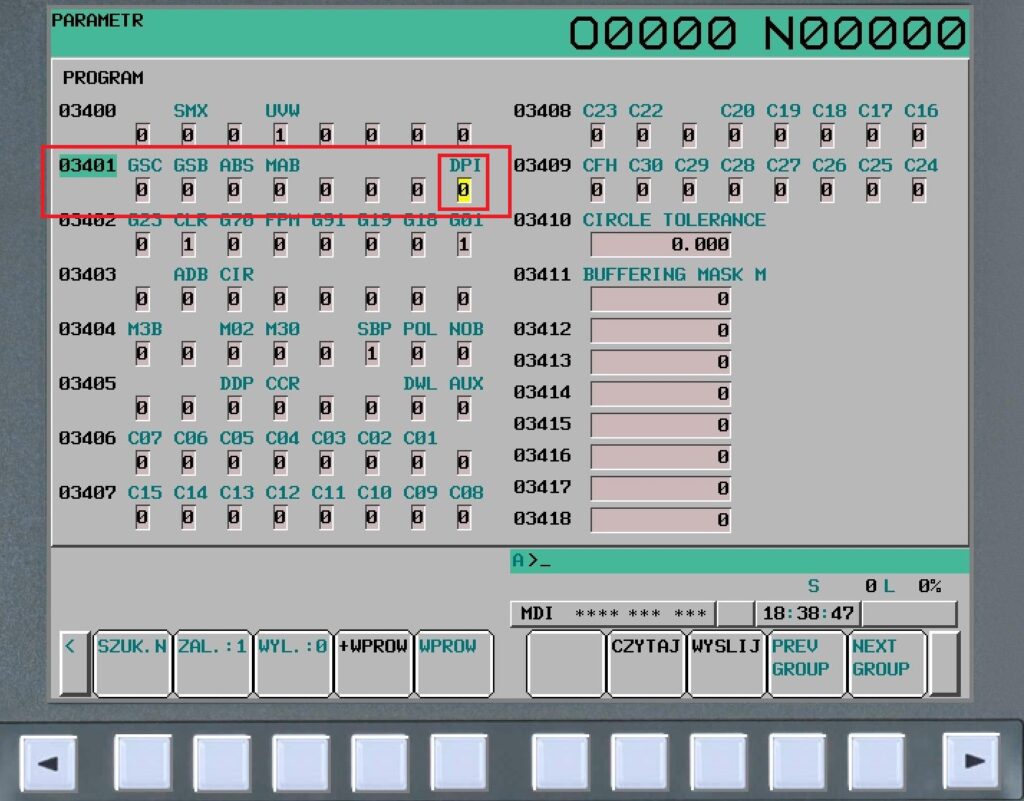
Wpisujemy wartość „1” i potwierdzamy WPROW
Teraz możemy już być spokojni, że zagubiona kropka nie narobi nam bałaganu. Oczywiście możemy sprawdzić, czy wszystko się zgadza i oczywiście pamiętajmy, aby WYŁĄCZYĆ MOŻLIWOŚĆ EDYCJI PARAMETRÓW.
A jak tam Wasze kolizje? Na wspomnienia mi się zebrało. Wtedy człowiek miał „pełne gacie”, ale po latach już można się pośmiać.
A może jeszcze coś Wam przeszkadza? Kto wie? Może istnieje kolejny magiczny parametr, który pozbawi Was problemu?